|
|
Резка ленточнопильным станком
Преимущества, которыми обладает резка ленточнопильным станком
- высокая точность работ (отклонения составляют не более 1мм);
- резка без термического воздействия на металл;
- отличное качество края, не требующее дополнительной шлифовки;
- возможность резки под наклоном (углом);
- минимальные потери материала;
- возможность резки любого проката.
|
09.11.2016
|
|
|
Резка абразивно-отрезным станком
Традиционно резка абразивно-отрезным станком осуществляется на специальном станке с кругами: абразивным и наждачным, диаметр которых достигает 400 миллиметров. Процесс резки деталей производят перпендикулярно или под углом в пределах от 0 до 45 градусов. Перед началом работ заготовка прочно зажимается в тиски оборудования, оснащенного механическим приводом. От этого напрямую зависит последующая точность кроя детали. Экологичность процесса резки обеспечивается за счет подсоединения к станку специальной системы пылеотсоса, отвечающей за своевременный отвод абразивных отходов.
|
09.11.2016
|
|
|
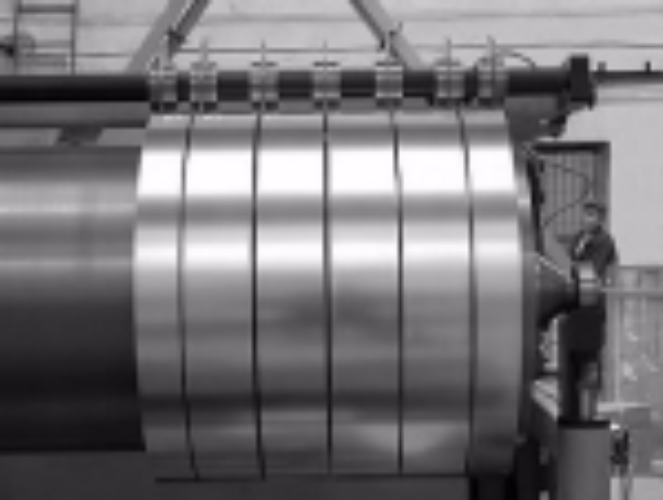
Продольная резка рулонов
Технология, по которой выполняется продольная резка рулонов металла, сводится к следующему:
Широкий рулон металла устанавливается на консольный разматыватель с подъемной телегой.
С помощью механизма подачи и правильного устройства лента подается на станок для резки металла (дисковые ножницы). Предварительно дисковые ножницы устанавливаются на необходимую ширину штрипсы.
После дисковых ножниц уже порезанные полосы необходимой ширины (без сколов и зазубрин) с помощью натяжного устройства равномерно наматываются на наматыватели узких рулонов с подъемной разгрузочной тележкой. Также одновременно с двух сторон широкого рулона обрезаются кромки, которые наматываются отдельно на кромконаматыватель.
|
09.11.2016
|
|
|
Порошковая окраска
Сегодня порошковая окраска успешно конкурирует с привычными методами лакокрасочного покрытия поверхностей, например, эмалевой или масляной краской. На это есть ряд причин. Прежде всего, стоит заметить, что при порошковой покраске достигается прочный, плотно прилегающий к поверхности слой, который не теряет свои положительные свойства в процессе эксплуатации изделия. Подвергаясь негативному воздействию прямых солнечных лучей, агрессивной среды, перепадов температуры, он не утрачивает своих качеств и не сходит с поверхности.
|
09.11.2016
|
|
|
Поперечная резка рулонов
Линия поперечной резки рулонов состоит из нескольких специализированных станков, которые выполняют особые функции:
· станок для размотки рулонов металла удерживает и равномерно разматывает рулон металла;
· устройство подачи рулона выполняет равномерную подачу ленты металла под ножи гильотины;
· правильный станок выравнивает ленту металла перед отрезанием;
· гильотина с прямыми ножами выполняет точные отрезы без зазубрин и сколов на равные листы;
· приемное устройство принимает готовые листы металла и складывает их в пачку.
|
09.11.2016
|
|
|
Плазменная резка
Осуществляется плазменная резка металла с использованием специальных плазмотронов, которые генерируют плазматическое вещество. Характеризуется высочайшим качеством и скоростью прорезывания металлических листов вне зависимости от их размеров и параметров контура. Это обеспечивается за счет постоянного поддержания устойчивой электрической дуги с высокой плотностью тепловой энергии. Стабильная электрическая дуга организуется посредством применения особого источника питания.
|
09.11.2016
|
|
|
Пескоструйная обработка
Сегодня пескоструйная обработка поверхности камня, стекла, металла производится песком (другим твердым порошком) или водой (другой жидкостью) распыляемым потоком воздуха. Достичь максимально эффективной очистки возможно при наличии высококлассного оборудования, профессионального мастерства и опыта. Предназначена пескоструйная обработка для очистки поверхности металла (стекла или камня) от налета ржавчины, старого покрытия, красок, загрязнений, окалины. Поток сжатого воздуха, который несет очищающие частицы, придает полотну шероховатость (профиль, насечку). Для нанесения антикоррозионных или лакокрасочных составов на поверхность металла указывается, каким должен быть профиль.
В строительстве пескоструйная обработка используется для обработки поверхности стен – снятия старой штукатурки, краски, загрязнений. С помощью машин для абразивной обработки достигается идеально ровная поверхность стен.
|
09.11.2016
|
|
|
Окраска краскопультом
Насадка на воздушной крышке дает возможность придавать окрашивающему пятну необходимую форму. В случае, если планируется окраска краскопультом горизонтальных поверхностей, то нужно использовать вертикальное пятно. Для окрашивания вертикальных поверхностей лучше, наоборот, применить горизонтальное пятно.
|
09.11.2016
|
|
|
Нарезание резьбы
Выполняется нарезание резьбы на болтах, гайках и, чаще всего, трубах. Трубную резьбу используют для соединения двух изделий: она меньше крепежной, поскольку ее глубина ограничена толщиной стенок трубы. Резьбовые соединения гораздо функциональнее сварных, так как трубы, соединенные резьбой, легко монтируются и демонтируются. Для технологических трубопроводов обычно требуются следующие виды резьбы: метрическая с мелким и крупным шагом, трубная коническая и цилиндрическая. Метрическая резьба с крупным шагом используется для резьбовых соединений труб высокого давления с фланцами, коническая резьба наносится преимущественно на трубы, от которых требуется особая герметичность. Герметичность в данном случае достигается благодаря плотному прилеганию витков резьбы двух труб, не требующему дополнительных уплотняющих материалов. При работе с водогазопроводными и электросварными трубами нарезание резьбы может производиться методом накатывания.
|
09.11.2016
|
|
|
Лазерная резка
Высокотехнологичная лазерная резка сводится к прямому воздействию лазерного луча на разрезаемый участок материала. В результате он плавится, испаряется или выдувается с помощью струи газа. Благодаря минимальной зоне термического влияния лазерная резка оставляет минимально возможные узкие резы. Простота управления и полная автоматизация позволяет резать лазером детали со сложным и нестандартным контуром.
Осуществляется лазерная резка с использованием технологических установок на базе CO2-лазеров твердотельного и газового типа. Их работа организована в импульсно-периодическом или непрерывном режимах излучения.
|
09.11.2016
|
|
|
Изготовление закладных деталей
Закладные детали производятся из листовой, профильной, круглой, полосовой, швеллерной, уголковой сталей. Как правило, применяют мягкие стали, хорошо поддающиеся сварке (низколегированные и углеродистые обычного качества), например, Ст3.
Осуществляется изготовление закладных деталей путем:
- холодной штамповки;
- сварки (дуговая, рельефная, контактная точечная);
- механизированной заготовки.
|
09.11.2016
|
|
|
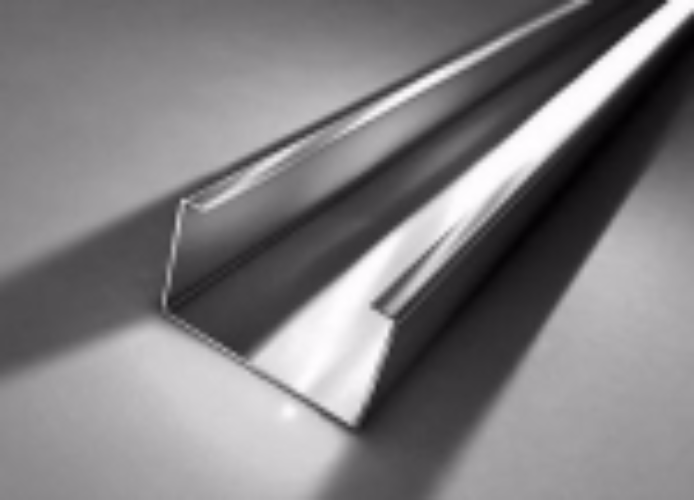
Изготовление гнутого швеллера
Процесс изготовления гнутого швеллера можно отнести в разряд ювелирного мастерства, поскольку при изготовлении данного изделия тщательно изучаются цели и задачи заказчика для предотвращения проблем с применением готовой продукции. Гнутые равнополочные швеллеры мы производим из рулонной стали и углеродистой качественной конструкционной стали на современных трубных станах, для изготовления неравнополочных гнутых швеллеров применяются профилегибочные станки, согласно ГОСТам РФ. Собственная линия по производству позволяет нам проводить изготовление гнутого швеллера по индивидуальному размеру и из материала заказчика Используемая нами технология дает возможность предлагать клиентам конечное изделие высочайшего качества, не требующее дальнейшей обработки.
|
09.11.2016
|
|
|
Гибка труб
Гнутые металлические трубы предпочтительней угловых тем, что проходящие жидкость или газ выдерживают меньшее сопротивление, что напрямую отражается на скорости передачи среды по трубопроводу и степени его изношенности. Наше оборудование позволяет гнуть тубы под любым углом. Гибка труб исключает дополнительные резьбовые соединения.
Труба диаметром ½ и ¾ дюйма подлежит гибке с помощью ручного станка. На электростанках производится гибка труб большего диаметра. Станки нашей фирмы предназначены для гибки труб всех профилей: круглых, прямоугольных и квадратных. Точное оборудование позволяет гнуть профили с точностью до 0,01 мм.
|
09.11.2016
|
|
|
Гибка стального листа
Профилегибы придают различные формы металлическим листам в зависимости от чертежа индивидуального заказа. Процесс гибки металла относится к операции холодной штамповки. Работа по изменению формы листа позволяет обходиться без сварочных работ и использования дополнительных соединительных конструкций. Целостность трубопровода зависит от монолитности конструкции, от минимального количества сборных деталей.
|
09.11.2016
|
|
|
Гибка сортового проката
гибка сортового проката включает в себя гибку арматуры, швеллера, балки, горячекатанной полосы. Гибка арматуры производится для получения крюков, хомутиков, отгибов арматурных стержней, спиралей и прочих арматурных элементов.
|
09.11.2016
|